Submerged Arc Welding (SAW) is a common welding process that is commonly used in the structural and vessel construction industries. Also known as SAW, this process uses flux as a cover to protect the arc and the weld metal from getting in touch with the environment. This flux blanket offers the following advantages:
Protects from environmental contamination (oxidation, reduction, addition of other contaminants)
Stabilizes the arc during welding
Prevents splatter and sparks from flying
Suppresses radiation and fumes that are typical of the shielded metal arc welding process (SMAW)
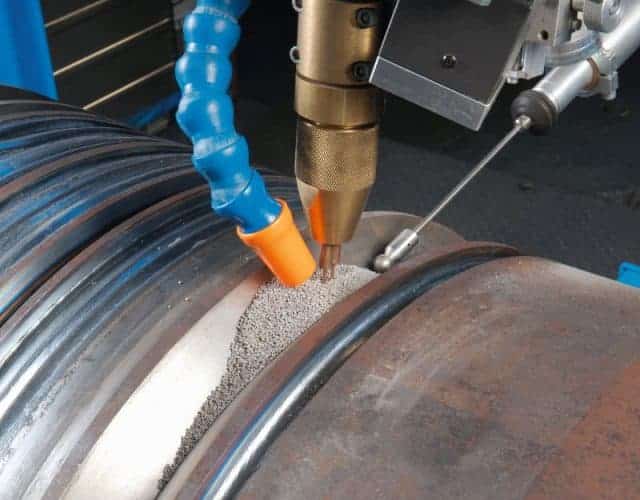
The submerged arc welding process, in which the weld and arc zone are submerged by a layer of flux. The submerged arc welding requires a continuously-fed tubular or consumable solid electrode and may be fully automatic or semi-automatic. The arc is flat and is maintained between the end of a bare wire electrode and the weld. The electrode is constantly fed into the arc and as it is melted, a layer of granular flux provides a protective cover beneath which the welding occurs. The blanket is created as some of the flux becomes molten. This fusible flux may consist of lime, silica, manganese oxide, calcium fluoride, and other compounds. In a molten or melted state, the flux becomes conductive. This allows it to supply a constant current between the electrode and the welding work. The remainder of the flux is recovered and reused, unless it has become contaminated.
SAW is preferred over other methods because of its inherent qualities such as ease of control of process variables, high quality, deep penetration, smooth finish, capability to weld thicker sections and prevention of atmospheric contamination of the weld pool. SAW flux plays several roles during the welding process. It provides arc enhancers, produces shielding gas, protects the weld from the atmosphere, assists in bead shape, deoxidizes the weld puddle, and some even add alloy to the weld metal.
The flux can be manufactured either in 3 ways:
Fused Flux : Fused flux has all the raw materials combined, which are then melted down in a high-temperature furnace, cooled to produce a solid, and then ground to small particles. The particle size must fall within the specified range to produce a flux that performs consistently.
A fused flux is very stable at high welding currents; non-hygroscopic so it will not absorb moisture; chemically homogenous, which produces more consistent welds; and has high grain strength so it won’t break down as easily during flux recycling.
Agglomerated Flux or Bonded Flux : Bonded (or agglomerated) flux combines all the raw materials to produce a dry mixture that is then bonded by a liquid binder such as potassium silicate or sodium silicate. The mixture is baked at low temperatures and sieved to attain a specified particle size. Bonded fluxes may contain metallic deoxidizers, making them a good option for welding over rust and mill scale, and they might have added alloys to improve weld metal properties. They are also better at preventing porosity than fused flux and are good for slag peeling. However, bonded flux are more likely to absorb moisture from the environment. Hence, you need to dry the flux in an oven again before using the same.
Mechanically mixed flux is simply a combination of ingredients that are dry-mixed with no binder, and their ingredients may include one or more fused or bonded fluxes.
The effect a flux has on the alloy content of the weld is described by the terms active, neutral, and alloying. With an active flux, the manganese and silicon levels in the weld deposit vary significantly with a change in the welding voltages. A neutral flux produces a weld deposit having a consistent amount of Mn and Si over a range of welding voltage. An alloying flux contributes elements other than Mn and Si to the weld deposit, like chromium, molybdenum, and nickel.
Active fluxes typically have additional Mn and Si content that aids in deoxidizing the weld puddle, cleaning impurities, and improving the wetting action. They are better than neutral fluxes for welding over rust and mill scale and can accommodate higher travel speeds. This type of flux is used where there are minimal or no impact requirements. They generally are limited to single-pass welds and not used in heavy-walled pressure vessel applications because the additional Mn paired with high voltages and increased flux consumption elevates the risk for weld cracking.
Neutral flux, much like the name says, will not alter the weld metal chemistry and is allowed in all welding applications and unlimited number of weld passes. This type of flux produces good mechanical properties and cold-weather impact values. However, neutral flux does not perform well over heavy rust and mill scale. Base metal impurities increase the odds of poor weld bead appearance, inconsistent weld toes, and porosity, so performing pre-weld joint preparation may be necessary.